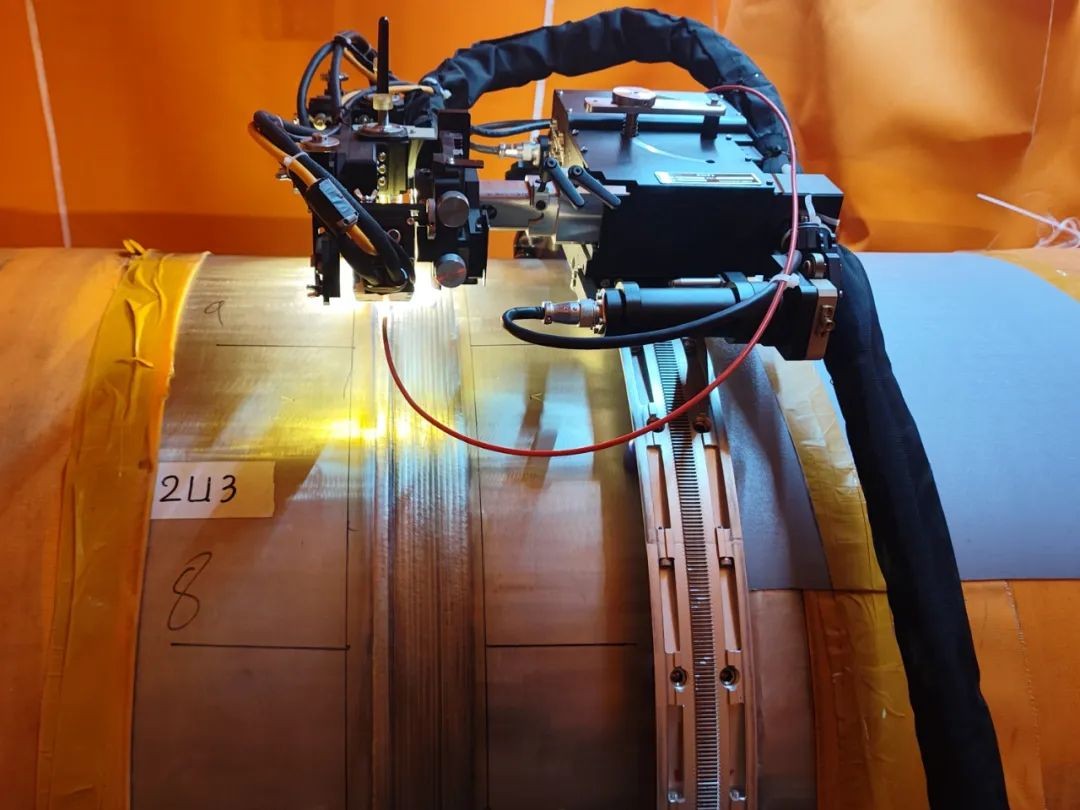
1月8日16點48分,隨著三澳核電項目2號機組二環主管道過渡段最后一道自動焊弧光熄滅,標志著始于2024年9月6日,歷時125天的三澳2號機主管道24道焊口全部焊接完成,為后續2號機組核回路沖洗和機組冷試奠定了堅實的基礎,也標志著中國廣核集團自主研發的國產化焊機及配套全氬焊接工藝首次全面應用成功!

主管道作為核電站的“主動脈”,連接反應堆壓力容器、蒸汽發生器及主泵,共同構成一回路反應堆冷卻劑系統壓力邊界,主管道在設計、制造方面按照一回路主設備的要求進行控制,是核電廠防止放射性物質外逸的第二道安全屏障的重要組成部分。
蒼南核電協同多方堅持大膽創新、小心論證、明確目標、攻堅克難,順利推動完成了主管道國產化窄間隙自動焊裝備及全氬焊接工藝質量驗證、技術評審、焊接工藝評定,確保裝備與工藝符合現場應用需求。
在焊接過程中,蒼南核電聯合各單位嚴格落實控制區建立、焊機維護、環境監控、焊接/檢測工藝控制等全過程安全質量管控措施,持續開展經驗反饋并定期進行復盤;針對現場薄弱環節,全面梳理完善管理組織及流程,制定風險防范舉措,壓實各方管理責任,強化現場各環節執行力度。
免責聲明:本網轉載自合作媒體、機構或其他網站的信息,登載此文出于傳遞更多信息之目的,并不意味著贊同其觀點或證實其內容的真實性。本網所有信息僅供參考,不做交易和服務的根據。本網內容如有侵權或其它問題請及時告之,本網將及時修改或刪除。凡以任何方式登錄本網站或直接、間接使用本網站資料者,視為自愿接受本網站聲明的約束。