核電主管道鍛件鍛造成形均勻性模擬研究
第三代核電技術AP1000設計的使用壽命提高到60年,其主管道要求整體制造,不僅鍛造成形難度大,而且整個鍛件的鍛造均勻性很難保證。某重機企業考慮拔長效率和壓機噸位等因素,在AP1000主管道主拔長階段采用上平下V 砧法,達到了很好的效果,但是鍛件的周向變形均勻性不好。上平下V砧法拔長時,翻轉角度一般取經驗值,缺乏對此工藝應變分布的了解,也缺乏理論認識。
在上平下V 砧拔長工藝研究中,金堅應用鉛試件云紋法對翻轉工藝進行了初步模擬,僅得出翻轉90°不能很好地解決變形分布均勻的問題。許樹勤等應用黑色塑泥物理模擬試驗,研究了翻轉45°、60°、90°的塑泥內部孔洞閉合效果。王連東等主要基于拔長時中心軸線偏移問題,提出了翻轉角度應與壓下量合理匹配。然而沒有根據上平下V 砧法拔長時應變分布規律,得出合理的翻轉角度。
本文針對上平下V 砧法拔長過程,通過模擬和理論分析,深入研究了鍛件圓截面變形不均勻的問題,提出了新的翻轉工藝,采用合理的翻轉角度和翻轉方法,達到鍛造成形過程中變形均勻的目的。
1有限元模型的構建
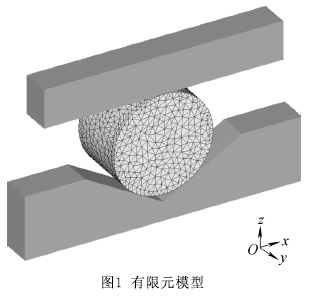
數值模擬可以直觀反映鍛造的全過程,為現今大型鍛件鍛造工藝模擬的重要手段。本文數值模擬采用Deform 3D 軟件,材料模型由AP1000 主管道用鋼316LN 通過熱模擬試驗測得,模擬坯料尺寸按真實鍛件尺寸1∶1 的比例進行構造,根據對稱性原則,取鍛件的1/2 作為研究對象,上平下V 砧砧寬比取0.6,其有限元模型如圖1所示。在模擬過程中,摩擦因數取0.4,上砧壓下速度為20 mm/s,始鍛溫度為1150 ℃。
2上平下V 砧法翻轉新工藝
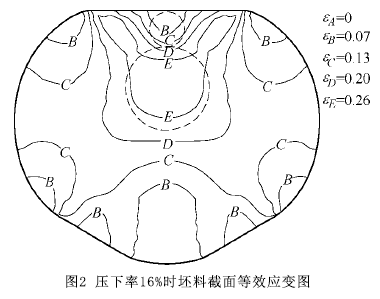
2.1 現有工藝存在的不足 上平下V 砧法拔長時,坯料截面的應變分布不均勻,如圖2 所示,虛線大圓為整個截面的大變形區,其中心不在原始截面圓心處,而是在靠近平砧的一方;虛線小圓則為砧下難變形區。如果在鍛造的過程中,翻轉工藝不合理,很容易使不均勻的應變分布疊加,導致最后鍛件截面的整體不均勻性。
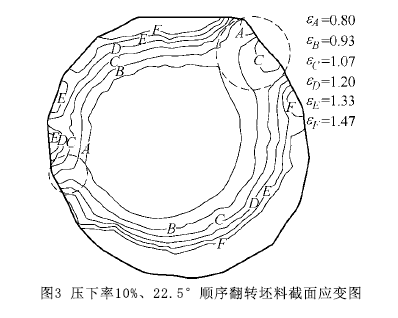
某重機企業在AP1000主管道的鍛造過程中采用經驗角度順序翻轉工藝,如圖3所示,坯料在周向上的變形極不均勻,虛線圓內變形量較小,且越靠近表面,不均勻現象越嚴重。主管道用鋼316LN無法通過熱處理細化晶粒,鍛造不均勻性導致的混晶是無法消除的。
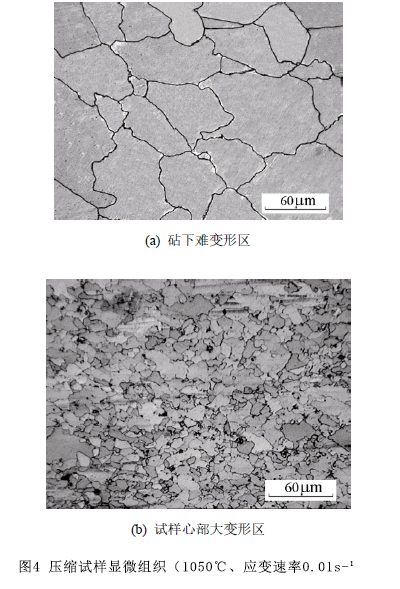
316LN 鋼高溫壓縮試驗不同變形位置的顯微組織如圖4 所示,大變形區發生了動態再結晶,獲得更細小的晶粒組織。因此,鍛造過程的變形均勻性是保證主管道獲得細小均勻的晶粒組織和良好的力學性能的關鍵。
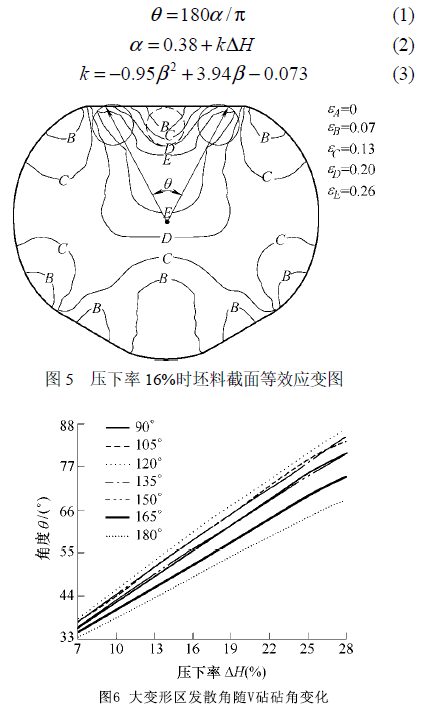
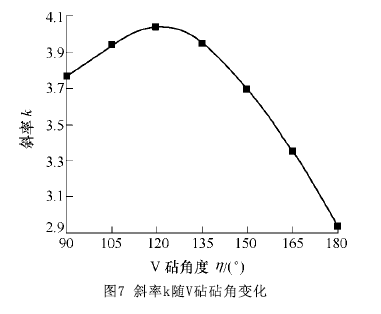
2.2 翻轉角度 上平下V 砧法單砧壓下時,大變形區由V 字形發散到表面,其與原截面圓心連線的夾角θ 為大變形區的發散角如圖5所示。平砧下的變形區可以分為兩個強區(實線圓)和一個弱區(虛線圓),合理翻轉應將兩砧之間的強弱區互相搭配,達到最終變形的均勻性,所以翻轉角度應為θ/2。通過數值模擬,得到不同V 砧角度拔長時夾角θ 的變化如圖6 所示。將得到的數據線性擬合,可得夾角θ 與壓下率ΔH 的關系如式(1)、(2)所示,其中α 為θ 所對應的弧度,ΔH取小數值,斜率k 隨V 砧角度η 變化如圖7 所示,通過多項式擬合,可得斜率k 與V 砧角度的關系如式(3)所示,其中β 為η 所對應的弧度。擬合公式的相關系數均為0.98。
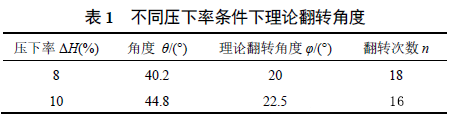
某重機企業所使用的V砧角度為120°,壓下率為8%~10%,代入式(1)~(3),可得理論翻轉角度φ如表1所示。考慮到翻轉次數n 為整數,所以壓下率為8%和10%時,理論翻轉角度分別為20°和22.5°。
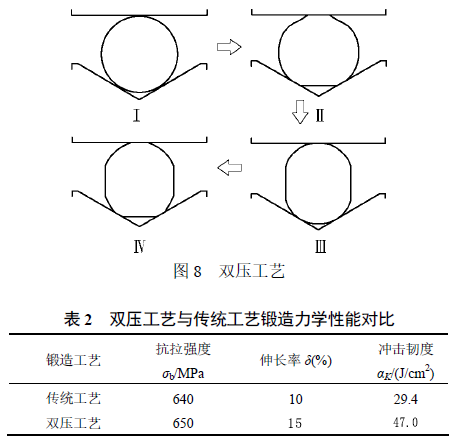
2.3 翻轉方式 基于傳統經驗以及方便操作的原則,工廠在使用上平下V 砧拔長時,一般采用單一角度的順序翻轉,鍛造效果較差,容易造成偏心。索科洛夫等在解決鍛實鋼錠軸向疏松帶的工藝方法時,提出并使用了上平下V 砧的90°、180°交替的雙壓翻轉工藝,如圖8 所示,即Ⅰ翻轉180°→Ⅱ翻轉90°→Ⅲ翻轉180°→Ⅳ。在工廠同溫同爐條件下,分別采用傳統工藝和雙壓工藝,由6t 的鋼錠鍛造了兩根臺階軸,其力學性能對比如表2 所示,雙壓工藝取得了良好的效果。
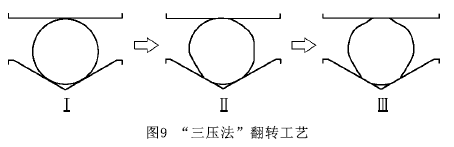
因此,啟發于雙壓工藝,壓下率為10%時,翻轉次數為16 次,每4 次為1 組,則廣義的雙壓工藝為0° →180° →90° →180° →45° →180° →90°→180° →22.5° →180° →90° →180° →45° →180°→90° →180°,簡稱為“雙壓法”;壓下率為8%時,翻轉次數為18 次,不能被4 整除,根據“雙壓法”的對稱原理,提出“三壓法”,如圖9 所示,即Ⅰ翻轉120°→Ⅱ翻轉120°→Ⅲ翻轉,則翻轉工藝為0°→120° →120° →60° →120° →120° →20° →120°→120° →60° →120° →120° →20° →120° →120°→60° →120° →120°。
2.4 翻轉新工藝的數值模擬分析
上平下 V 砧翻轉新工藝模擬采用10%和8%兩種壓下率,分別模擬“雙壓法”和“三壓法”,且與順序翻轉作比較;壓下率10%時,翻轉角度取45°和22.5°,壓下率8%時,翻轉角度取40°和20°,通過不同的角度驗證理論翻轉角度的合理性。壓下率10%時,兩種角度的“雙壓法”翻轉坯料圓截面等效應變圖如圖10 所示,可以看出“雙壓法”的坯料截面變形較順序翻轉更加均勻,明顯改善了變形的偏心現象。
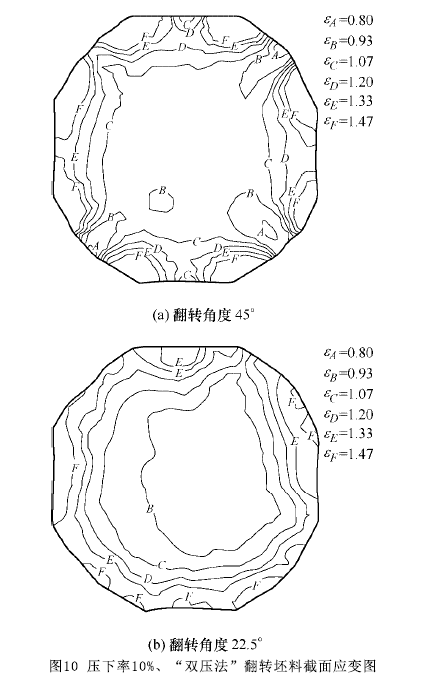
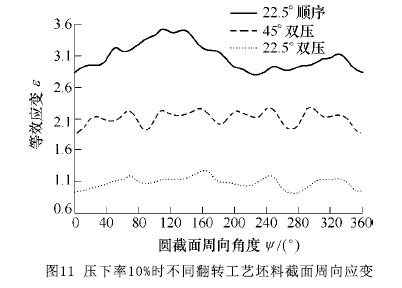
翻轉角度為45°時,數值模擬的結果顯示,距坯料原截面圓點3/8 D0 處周向變形開始出現明顯的不均勻性,該處周向等效應變值如圖11 所示(為了方便在一張圖上比較,將22.5°順序翻轉應變值增加2,將45°“雙壓法”翻轉應變值增加1)。由圖11 可知22.5°“雙壓法”效果最好,45°“雙壓法”次之,22.5°順序翻轉效果較差。壓下率8%時得到了相同的結論,驗證了翻轉新工藝的正確性。
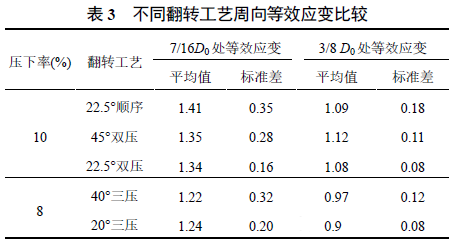
為了更加準確地比較不同翻轉工藝的優劣,取坯料截面不同位置處周向等效應變進行比較。考慮到加工余量的因素,取距坯料原截面圓點7/16D0 處的周向變形等效應變,7/16D0 處較3/8 D0 處更靠近表面。計算兩處不同翻轉工藝周向等效應變的平均值和標準差,結果如表3 所示,壓下率為10%時,標準差降低值由3/8 D0 處的0.1 增加到7/16D0 處的0.19;壓下率為8%時,標準差降低值由3/8 D0 處的0.04 增加到7/16D0 處的0.12。表明上平下V 砧翻轉新工藝可以提高周向變形均勻性,且越靠近外表面變形均勻性的提高越明顯。
3翻轉工藝的V砧砧型改進及模擬
3.1 V 砧砧型改進及模擬分析
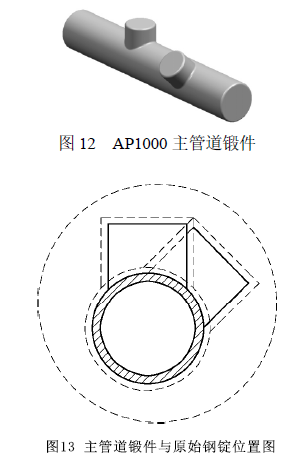
由圖10可知,采用翻轉新工藝雖然提高了坯料截面周向變形的均勻性,但是截面的內外變形差距較大,坯料心部壓實效果較差,容易出現“疏松”或“空洞”缺陷。AP1000 主管道鍛件形狀比較特殊,如圖12 所示,其圓截面軸坯上有兩個互為45°夾角的凸臺,使得最后管坯的很大一部分處在原鋼錠的中心位置,如圖13 所示,最外層的虛線大圓為原始鋼錠截面,中間虛線部分為主管道鍛件,實線部分為彎曲前的管坯。因此,需要進一步提高鍛件心部的變形量,保證與外部變形的整體均勻性。
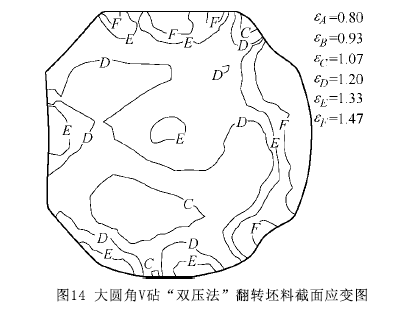
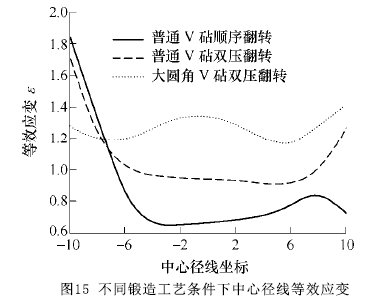
普通上平下V 砧拔長時,鍛件下端沒有約束,易向V 砧砧角間隙處流動。而將V 砧改為大圓角過渡,這一流動趨勢受到明顯阻礙,鍛件內部會獲得更多的壓應力和應變,其心部變形得到明顯的改善。壓下率10%時,V 砧過渡圓角半徑與坯料半徑相等、22.5°“雙壓法”翻轉坯料截面等效應變圖如圖14所示,坯料內部獲得了幾乎和邊緣一致的等效應變,有利于消除心部的“疏松”或“空洞”等缺陷。不同鍛造工藝條件下中心徑線等效應變如圖15 所示,大圓角V 砧雙壓翻轉明顯改善了坯料截面的整體均勻性。實際應用中,建議V 砧過渡圓角半徑與坯料半徑比值取0.8~1.2。
3.2 大圓角V 砧拔長工藝試驗分析
室溫條件下鉛可以較好地模擬鋼的高溫鍛造過程,易于操作且精度較高,因此采用鉛的物理模擬對數值模擬結果進行驗證。由于翻轉工藝物理模擬中柵格線畸變大、測量困難,因此本文只給出大圓角V 砧單砧拔長工藝的試驗分析,研究V 砧角度改進前后拔長變形的應變分布規律。鉛試件尺寸與真實鍛件按1:33 的比例構造。具體的試驗方法可參考文獻,試驗數據的后處理過程采用基于Euler大變形公式的坐標網格法。
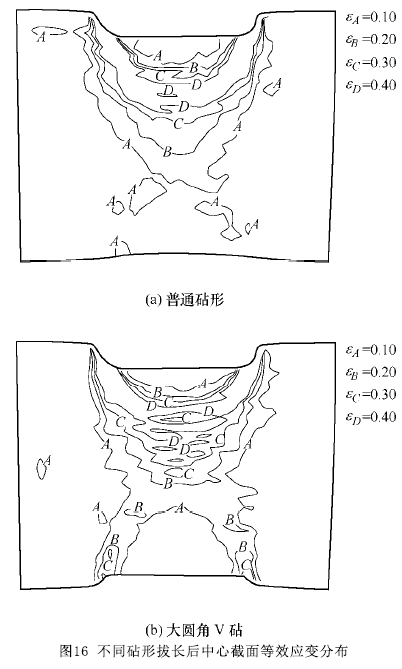
壓下率16%時,普通砧形及大圓角V 砧拔長后中心截面等效應變分布如圖16 所示,大圓角V 砧可以顯著增大試件中心的等效應變分布,也即在壓下率一定的情況下,采用大圓角V 砧,可以獲得更好的應變分布狀態,這和數值模擬得出了一致的結論。對于物理模擬試驗,由于采用坐標網格法進行四節點網格的截取,做了一定的近似,且在取點的過程中難免有人為的誤差,所以試驗結果會有累積誤差,但不影響對變形分布規律的分析。
4結論
(1) 上平下V 砧拔長時,翻轉角度應與壓下率配合,基于上平下V 砧拔長時應變分布規律,定量給出了翻轉角度與V 砧角度、壓下率的關系;改進了“雙壓法”翻轉工藝,并在此基礎上提出了“三壓法”翻轉工藝。上平下V 砧翻轉新工藝顯著提高了鍛件截面周向變形的均勻性,且越靠近外表面變形不均性的改善越明顯。
(2) AP1000 主管道鍛件屬于典型異形件,普通砧形翻轉新工藝鍛件截面內外變形差距較大,心部存在小變形區,可以通過大圓角V 砧翻轉新工藝進行改善,達到鍛件心部壓實和整體變形均勻目的。(3) 建議大型核電主管道鍛件鍛造采用大圓角V 砧翻轉新工藝,壓下率為8%~10%時,翻轉角度為20°~22.5°,翻轉方式根據翻轉次數選擇“雙壓法”或“三壓法”。
免責聲明:本網轉載自合作媒體、機構或其他網站的信息,登載此文出于傳遞更多信息之目的,并不意味著贊同其觀點或證實其內容的真實性。本網所有信息僅供參考,不做交易和服務的根據。本網內容如有侵權或其它問題請及時告之,本網將及時修改或刪除。凡以任何方式登錄本網站或直接、間接使用本網站資料者,視為自愿接受本網站聲明的約束。