2月29日18點08分,三澳核電項目1號機主管道的最后一道焊口完成焊接,標志著始于2023年10月16日,歷時137天的主管道焊接工作高質量完成,為后續三澳核電項目1號機組核回路沖洗和機組冷試奠定了堅實基礎。

作為核電站的“大動脈”,華龍一號主管道采用單堆三個環路布置,每一個環路由熱段、冷段和過渡段組成。其中,熱段連接反應堆壓力容器和蒸汽發生器,冷段連接反應堆壓力容器和主泵泵殼,過渡段連接蒸汽發生器和主泵泵殼,形成閉合環路,是一回路反應堆冷卻劑系統壓力邊界的重要組成部分。
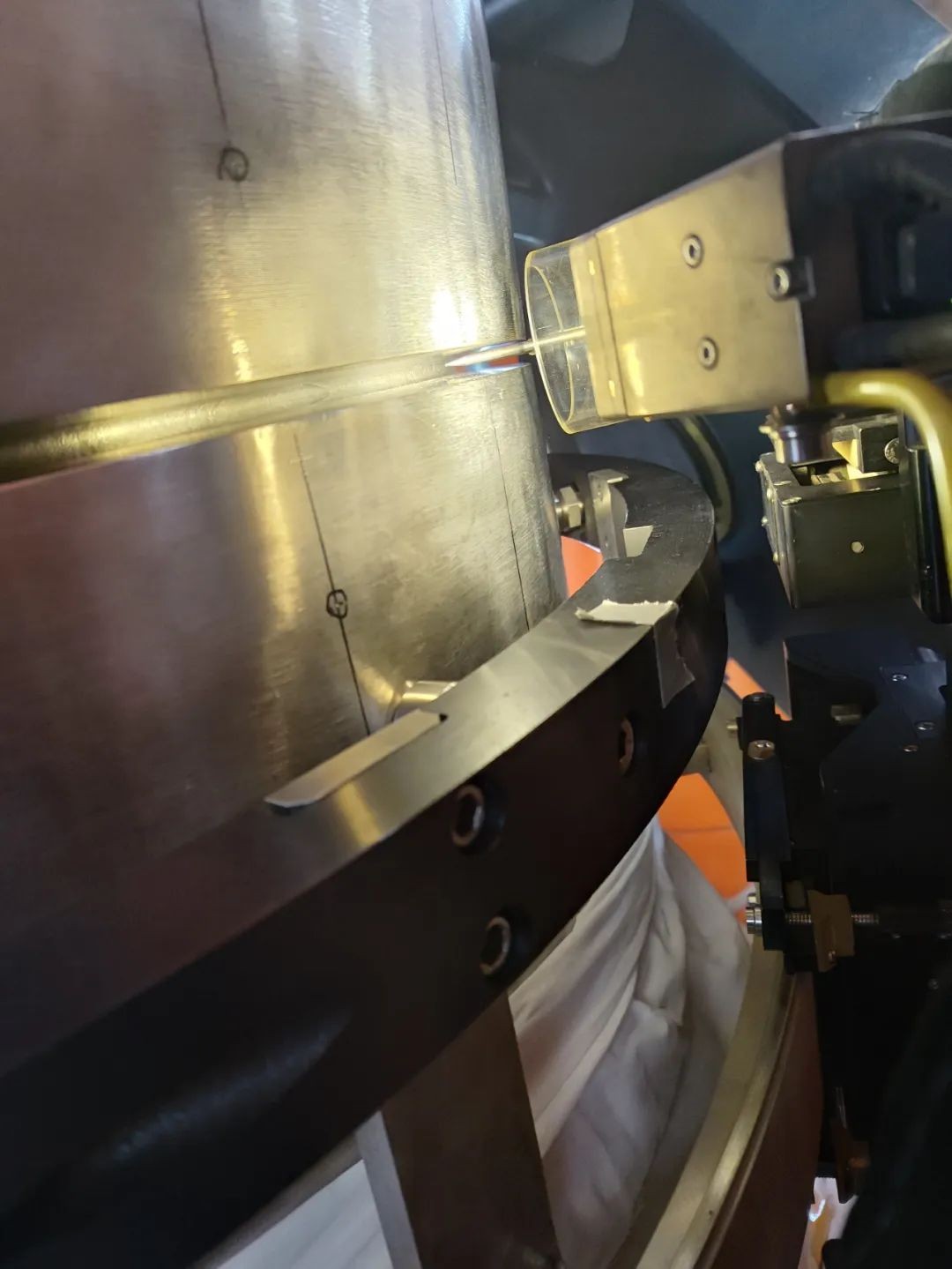
主管道焊接具有工藝復雜、組對精度要求嚴苛、對焊工技能要求高、施工環境要求嚴等特點。蒼南核電協同多方開展一系列舉措有效解決了主管道焊接的難點,以保障1號機主管道焊接工作:組織開展主管道焊材國產化試驗,有效解決了主管道焊材問題;多次組織專題會及先決條件梳理檢查會,重點關注現場施焊環境、清潔區的建立;吸取以往核電項目主管道焊接成功應用的經驗,如激光跟蹤測量及三維建模技術、現場坡口精確加工技術、窄間隙焊接技術等,安全、科學、優質、高效地為主管道焊接工作保駕護航。
同時,蒼南核電針對主管道焊接薄弱環節,全面梳理完善管理組織及流程,壓實各方管理人員責任,強化現場各環節執行力度,進一步保障主管道焊接質量可控。